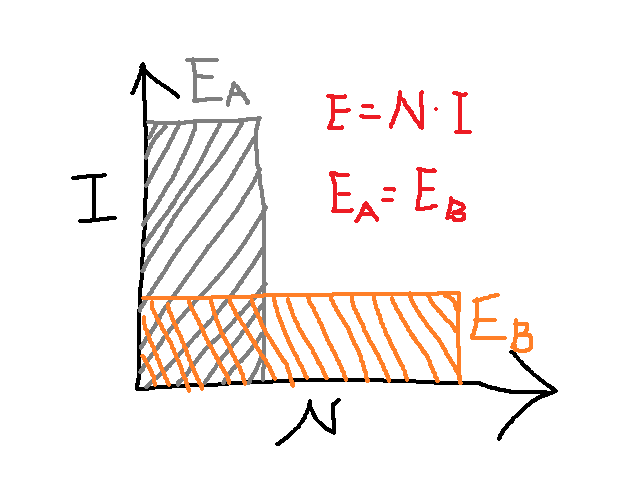
C 因子、比邊負荷、比面負荷,都是在計算磨漿時有多少的能量及強度施加在纖維上,但各個算法都有不同的支持學者,以下分享加拿大溫哥華紙漿和造紙研究所的 Richard J. Carex所發表的文章,對此文章閱讀後的感想。原本內容有兩派學者有著不同論點,小編在這裡將論點共同性做彙整,簡要介紹刀棒、刀溝、及刀溝深怎麼應對在 C 因子上的表徵
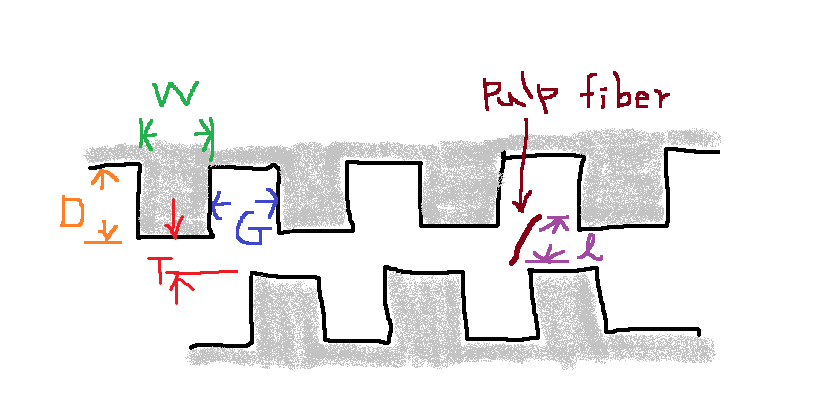
當我們將條件設置在錐形刀,當纖維長度遠小於溝槽深度時,纖維長度在決定纖維是否受到衝擊的機率方面起著重要作用。然而,當纖維相對於溝槽深度變得非常大時,D在決定纖維是否受到衝擊方面的作用逐漸減弱,因為纖維幾乎總是會受到衝擊。相反,D在決定纖維在精鍊機中停留時間方面的作用越來越大。增加D會導致橫斷面積增大,進而延長停留時間;另外,增加 G 會減少刀棒數量,但也會增加精煉機的橫截面積,從而增加物料在精鍊機中的停留時間。