Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
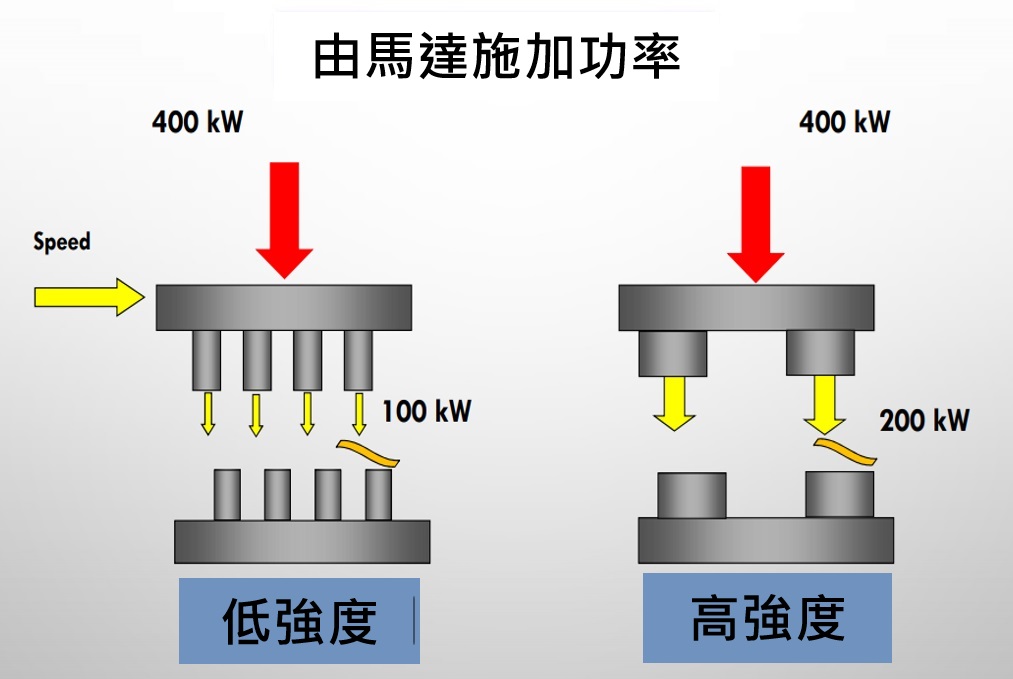
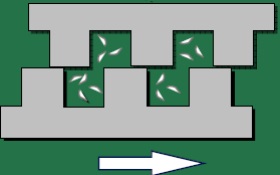
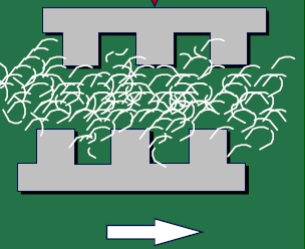
高強度打漿與低強度打漿會產生不同能耗,(舉例圖示)
說明,以同樣400KW的功率分開進行高強度打漿及低強度打漿的動作。刀棒數2根的圖示撞擊到纖維上的功率較強,也較容易達成切斷打漿的作用;而刀棒數4根的圖示將功率分散在4根刀棒上作用,作用在纖維上的強度較低,稱為低強度打漿或是分絲帚化打漿。
制漿、造紙過程的低濃磨漿是對纖維進行性能改善的重要操作步驟,其對纖維及漿料性能改善的作用可用比能耗及磨漿強度來表示。比能耗(或噸漿電耗)表徵磨漿過程施加給單位品質絕乾漿料的總能耗,而磨漿強度表徵此能耗如何施加給纖維或漿料,兩者共同用於表徵低濃磨漿過程。目前,常見的磨漿強度均基於等距直齒磨盤提出,主要有比邊緣負荷(SEL)、比表面負荷(SSL)、改進比邊緣負荷 (MEL)、單個磨齒交錯區域的淨法向力及切向力等。比邊緣負荷理論由於 計算相對簡單,是應用最為廣泛的磨漿強度理論,其理論模型見式,SEL表示從轉子邊(rotor edge)至定子邊(stator edge),對於纖維所施加的能量
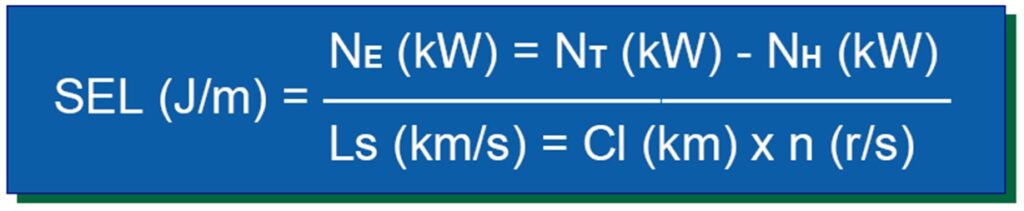
式中,SEL為比邊緣負荷,J/m;Pnet為磨漿淨功率,kW;N為磨盤轉速,r/s;LS為磨盤的切斷長,m。針對式的SEL 計算式,其強度表徵參數或磨齒綜合表徵參數 LS是理論的核心參數。Jagenberg 於1887年基於無傾角的荷蘭打漿機首次提出磨齒切斷長度LS(cutting edge length 或 cumulative edge length)的概念,其運算式為切邊速度(LS,km/s)鍊漿機刀盤的切邊長度(cutting edge length,CEL,km/rev)乘以刀盤的轉速(n,rev/s)
1-1 間細小到纖維穿不過去
1-2 漿料流過凹槽的問題
1-3 高壓力產生
1-4 刀盤碎裂
1-5 因磨損快而導致刀盤壽命縮短
1-6 無效益的鍊漿
1-7 磨漿受力不均勻
1-8 產生多的細小纖維
2-1 無法呈現刀盤最大效益
2-2 刀盤壽命低;為何? 因為刀邊緣銳角沒了,雖然刀棒高度還很高,但是銳角沒有了,磨漿起不了作用。
2-3 因為高流速,壓降大,影響電壓
2-4 馬達到達最大限度;為何? 因為磨不到漿料,轉速無法反映,會產生一種滯留空轉的狀況
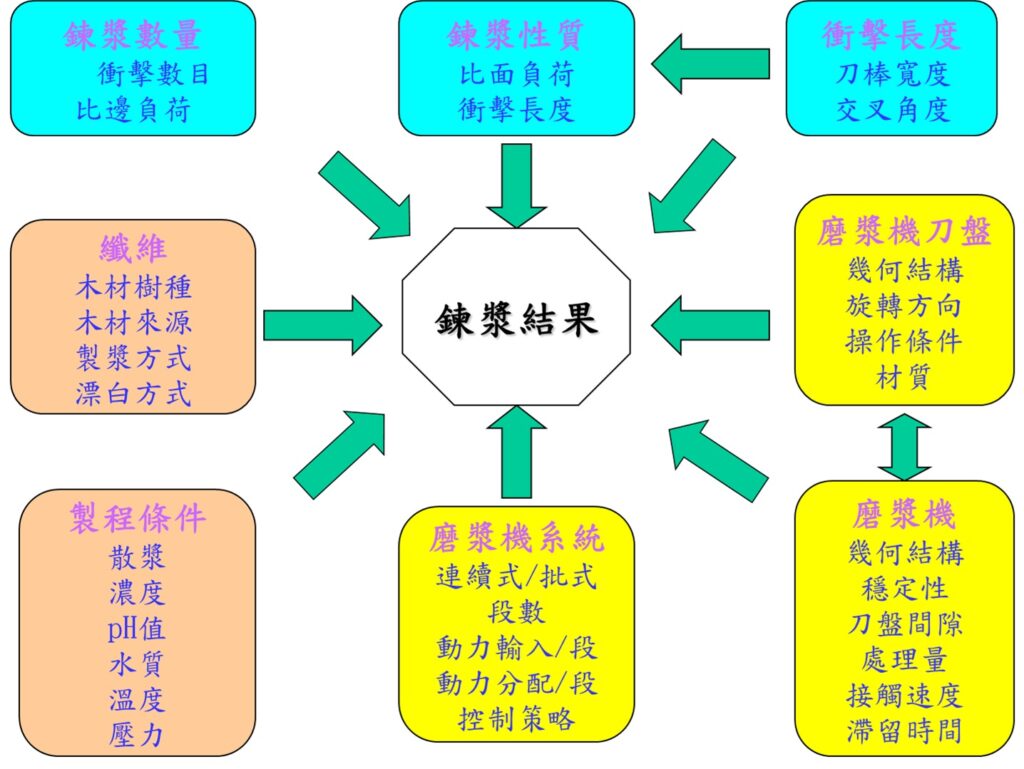
圖為影響鍊漿結果的條件因素,對於鍊漿結果有不足之處,我們不妨思考這些條件因素來逐一排除問題點。
參考資料 : 國立中興大學森林系 彭元興 教授