Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
CEL稱為切斷長度 (CEL,cutting edge length, km/rev) 跟刀盤的型式有關,代表
–刀盤每轉一圈時,轉盤及固定盤刀棒的數目與刀棒的長度(common contact length of opposite bars),這個數據代表著纖維在一個特定半徑內與多少區域的刀棒發生作用。而在計算公式上可以得知越高的CEL,表示著纖維在刀棒與刀棒的交錯中越能平均分散為低強度打漿作用,原因在於特定範圍數量的纖維裡,10支刀棒及20支的刀棒作用會導致磨漿強度有所差異性。
更進一步說明,要求帚化目的,我們可以選擇CEL值較高的磨漿刀片,反之,我們可以選擇CEL值較適中的磨漿刀片。但不是所有磨漿刀片預想達到帚化作用,就選CEL越高越好的磨漿刀片,這必須從漿料、產量、轉速、游離度標準、電力及磨漿刀型設計做全盤的運算才能推薦適材適用的刀盤型號。
SEL稱為比邊負荷值,磨漿的本質可由比邊負荷(Specific Edge Load, SEL, J/m or Ws/m)來評估,表示磨漿衝擊的強度,SEL表示從轉子邊(rotor edge)至定子邊(stator edge),對於纖維所施加的能量
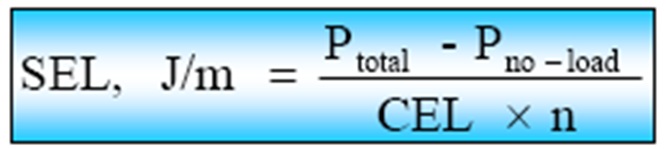
比邊負荷(SEL)的物理意義為刀棒每米長度交錯時,所承受的鍊漿能量,也可稱為磨漿衝擊的強度(intensity of the refining impacts),到現今依然為有效的評估不同型式精鍊機的磨漿程度,強調在相同馬力輸入下,SEL增加表示切斷長度減少,切斷作用將會增強;反之,SEL減少表示切斷長度增加,帚化作用將會增強。
磨漿刀有上百年歷史,而正式現代磨漿機在1950年問世,主要形式由單盤及雙盤磨漿機為主。開發的磨漿刀片型式就有十多種類近至上百種類,怎麼挑選合適的磨漿刀片? 重點仍然在於CEL與SEL的計算推導合適的刀片型號,而不是無根據的用A型號不適合就換B型號,B型號不好用就換成C型號;況且同尺寸的磨漿刀設計又能分為放射型、直線型、等距直線型,螺旋型,每一種型號就計算公式及方式也各有不同,確有磨片生產商對如何計算CEL及SEL都不知曉,進而推薦著摹仿商品的亂象。況且各家磨漿刀片大廠牌及各研究單位都有不同的演釋算法及推導論點,實則無法單用一個公式就運算所有型號,下列要轉貼一篇研究論文,內容記載著切斷長及比邊負荷值的關係。
本文章摘取來源
劉 歡1,2 董繼先1,2,* 羅 沖3 郭西雅1,2 楊瑞帆1,2 喬麗潔1,2 祁 凱1,2 段傳武1,2 (1. 陝西科技大學機電工程學院,陝西西安,710021;2. 中國輕工業裝備製造智慧化重點實驗室,陝西西安,710021; 3. 河南捲煙工業煙草薄片有限公司,河南許昌,461100)
研究了等參數的等距直齒及弧形齒磨盤對纖維的切斷效果,運用纖維平均長度、不同長度組分分佈、纖維原始切斷率及相鄰切斷率來分析兩磨盤對纖維的切斷過程。 研究發現,弧形齒及直齒磨盤對纖維的切斷機理不同,弧形齒磨盤對纖維的切斷均一穩定, 能夠有效保留纖維的長度; 而直齒磨盤對纖維切斷作用較強,可實現對纖維的快速切斷。 因此,相比於直齒磨盤,弧形齒磨盤更適用於廢紙漿、闊葉木漿及草漿等的磨漿。
盤磨機是製漿造紙工業用於改善纖維及漿料性能的重要設備。 磨漿過程中,漿料從進料口喂入由定盤及動盤組成的溝槽型旋轉磨區內,其受到磨齒的剪切及壓縮、纖維與纖維間的摩擦等複雜的機械作用,使得纖維形態及漿料性能發生改變,如纖維內部細纖維化、外部細纖維化、細小纖維產生、纖維切斷、纖維 捲曲及校直等[1-5]。
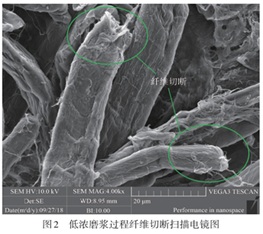
纖維切斷是磨漿過程中,由於磨齒與纖維之間的剪切、纖維與纖維之間的摩擦造成纖維發生橫向斷裂的現象,如圖1和圖2所示。 從早期的文獻中發現,低濃磨漿時,纖維的切斷直接源於磨齒與纖維接觸過程中,“刀” 與“刀”交錯所形成的“剪刀”的剪切作用[6],這裡的 “刀”即為磨齒。 但在磨漿過程中,純剪切作用幾乎不存在,磨齒對纖維施加的作用以應變的形式在多根纖維 間傳遞,幾乎不存在磨齒對單根纖維的直接剪切作用[7]。 由於磨漿是磨齒對纖維重複施加應力的作用,可理解為疲勞破壞是磨漿過程中纖維形態改變的原因[8-9]。 Olsen 等[10] 認為,纖維切斷不是疲勞破壞,在高強度磨漿過程中,對漿料施加更多的能量會使得纖維切斷的比例增加,纖維切斷的發生並不需要臨界的衝擊次數。 因此, 磨漿過程中,可認為纖維切斷是磨齒交錯剪切與衝擊疲勞破壞共同作用的結果。

實際磨漿過程中,影響纖維切斷的參數主要有磨盤間隙、磨盤轉速及齒型參數等。 在恆定磨盤間隙及磨盤轉速情況下,磨盤齒型結構對纖維形態的影響較 大。 弧形齒及直齒磨盤是常見的兩種磨盤,在實際磨漿過程中應用相對廣泛,等參數的直齒及弧形齒磨盤的磨漿特性需要進一步探究。 Kenichi等[11]發現,若直齒磨盤磨齒傾角為10°,則動盤磨齒與定盤磨齒的交錯角一般在15°~40°變化,平均角度為30°。 磨齒交錯角的變化,會造成磨區內纖維流動不穩定或漿層阻斷, 使得磨區不同位置所磨漿料品質不均勻; 從理論上講, 弧形齒磨盤由於磨齒帶有一定的弧度,可在一定程度上解決磨齒交錯角變化較大的問題,尤其是對數螺旋線磨齒,可使磨漿過程磨齒交錯角恆定,理論上磨漿品質更加均一,但其數學分析及實驗研究均需進一步開展。
國內外研究人員對弧形齒的研究持不同的觀點, Andritz公司提出的MDF螺旋線磨片及LemaxX系列磨片均採用螺旋線弧形齒設計,保證了磨齒交錯的穩定 性,保證了漿料品質的穩定[12]。 蔣思蒙等[13-15]均對弧形齒磨盤有一定研究,認為弧形齒對纖維的切斷作用較弱,但其實際磨漿效果還有待於實驗檢驗。 Dong 等[16]通過數值模擬發現,弧形齒磨區漿料流速分佈較均勻,有利於漿料品質的提升。 Georges等[17]認為螺旋齒型磨片可使磨漿品質均一穩定、磨漿效率較高,這一觀點有待於進一步深入商榷。
本研究對等參數的等距直齒及弧形齒磨盤進行了磨漿實驗,綜合分析兩者對纖維的切斷性能,探究了弧形齒及直齒磨盤對纖維的切斷機理,對促進磨盤的設計及選型具有積極意義。
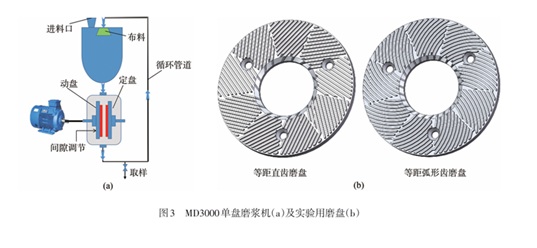
本實驗選用漂白硫酸鹽桉木漿板作為實驗漿料,將其浸泡4h后利用疏解設備進行疏解,並將其濃度調至3%。 實驗採用MD3000單盤磨漿機,如圖3(a) 所示,對等距直齒及弧形齒磨盤(見圖3(b))在恆定轉速下(1460r/min)進行磨漿實驗。 這兩種磨盤具有相同的磨齒傾角及相關齒型參數,且直接由南通華嚴鑄造有限公司通過數控機床加工成型。 實際生產中多用分段磨漿來反映磨漿機對漿料的處理次數及處理時間,並通過幾段磨漿使漿料達到質量要求。 實驗通過MD3000單盤磨漿機在恆定轉速下對漿料進行迴圈磨漿,用循環時間代替實際生產中的段數。 經合理設計,對磨盤間隙為0.1mm時的漿料進行間隔取樣發現,約每2min漿料迴圈1次,即相當於生產中的1段磨漿。 隨著磨漿時間的進行,共取 10個(相當於10段磨漿)樣本漿料,運用纖維品質分析儀(Valmet,Espoo,芬蘭)分析纖維平均長度, 探究不同磨漿時間下兩磨盤對纖維的切斷情況。
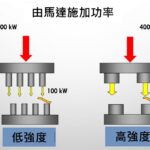
在磨漿過程中,磨漿強度是影響磨漿效果的重要參數,其表現形式有比能量消耗(SRE)、比邊緣負荷(SEL)、比表面負荷(SSL)及C因數理論中的沖擊強度等。 磨漿強度較高表示對纖維的衝擊頻率較小,但衝擊強度較大,有利於纖維的切斷; 而磨漿強度較低表示對纖維的衝擊頻率較大而衝擊強度較小, 有利於纖維的分絲、帚化。 劉歡等[18]認為,磨漿過程中機械強度可分為基於SEL的磨漿強度、基於磨齒交錯的磨漿強度等。 磨齒表徵參數綜合表徵磨齒對漿 料的衝擊能力,可分為基於剪切邊緣長度(CEL)的表徵參數及基於磨齒交錯的表徵參數。
在相同磨漿條件下,磨齒表徵參數越大,磨漿強度越小,越有利於減少對纖維的切斷,增強纖維的分絲帚化效果。 本實驗基於SEL理論分析等參數的弧形齒及直齒磨盤的磨漿強度。 TAPPI標準TIP0508-05 (1994)[19]對直齒磨盤的CEL計算進行了規定,其表達式為:

式中,RI 、Ro 表示盤磨機磨盤的內徑及外徑, nr (r)、ns (r)表示動盤及定盤半徑為r時的磨齒數量, α為磨齒傾角。
類比於直齒磨盤CEL的計算思路,弧形齒磨盤的磨齒表徵參數CEL可表示為[20]:

式中,γi 表示區域i磨齒中心線的中心角; Ri 表示區域i內弧形磨齒中心弧線的半徑; nri 及nsi 表示區域i 內動盤及定盤的磨齒數量。
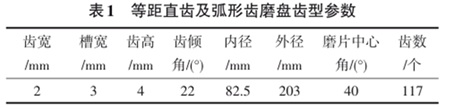
磨盤對漿料的磨漿作用與磨漿強度有直接關係。 當SEL為3~5 J/m時,磨盤適用於長纖維漿料磨漿, 對纖維有較強的切斷作用,為高強度磨漿; 當SEL為0.5~2 J/m時,磨盤適用於短纖維漿料磨漿,對纖維有較好的分絲帚化作用,為低強度磨漿[21]。 闊葉木漿纖維的平均長度為0.6~2mm,寬度為0.01~0.04mm, 常用SEL為0.6~0.8 J/m,為典型的低強度磨漿[22]。 有研究表明,對於闊葉木漿,磨齒設計時齒寬一般為 2~3 mm並在較低的磨漿強度下進行磨漿。 基於此, 根據文獻[20]及[23]提出的等距弧形齒設計方法,直齒磨盤磨齒傾角與弧形齒採用相同的傾角定義方法,設計了具有相同齒型參數的弧形齒及直齒磨盤。 其中,等距弧形齒中心磨齒中心弧線的半徑為 79.84 mm,起始點所在圓半徑為44.02mm,起始點與圓心連線與單組磨齒中心線夾角為20°; 直齒磨盤中心磨齒中心線起始點所在圓半徑為54.09mm,起始點與圓心連線與單組磨齒中心線夾角為20°,其他詳細齒型參數如表1所示。 經計算,等距直齒及弧形齒磨盤的CEL分別為276.55m/r和327.58m/r。
運用纖維品質分析儀對採樣纖維進行分析,分析樣本纖維平均長度的變化。 為了便於分析2個磨盤對纖維的切斷效果,定義了原始切斷率及相鄰切斷率。
原始切斷率表示隨著磨漿進行,所採集的樣本纖 維平均長度相對於原料纖維的切斷程度,可表示為:

式中,K1 表示纖維原始切斷率,l0 表示原料纖維 平均長度,lj 表示取樣纖維平均長度。
相鄰切斷率表示隨著磨漿進行,所採集的樣本纖維平均長度相對於前一次取樣纖維的切斷程度,可表示為:

式中,K2 表示纖維相鄰切斷率,lj-1 表示前一次取 樣纖維平均長度,lj 表示本次取樣纖維平均長度。
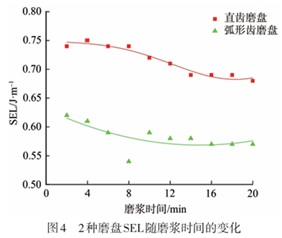
SEL是衡量磨漿過程強度的典型指標,其將磨漿齒型參數與控制參數結合,雖有局限之處,但應用仍十分廣泛。 通過測量不同磨漿時間的功率,分析兩種 磨盤SEL的變化,結果如圖4所示。 由圖4可知,運用兩種磨盤進行磨漿時,SEL均隨著磨漿時間的延長呈下降趨勢,且直齒磨盤SEL減小的幅度高於弧形齒磨盤,說明運用直齒磨盤進行磨漿時的功率波動較大,對纖維施加的衝擊強度變化較大; 相同磨漿條件下,直齒磨盤的磨漿強度較弧形齒磨盤高20%左右, 說明直齒磨盤對纖維的衝擊作用較大,導致纖維的切斷較為嚴重。 通過SEL預測纖維的切斷情況與前人研究結果[13-15]基本一致。
纖維長度是磨漿過程中衡量纖維品質的重要指標,其會影響纖維與纖維間的結合力,進而影響紙張強度,尤其對紙張撕裂度影響較大。 因此,對於廢紙 漿、闊葉木漿等纖維長度較短的原材料應盡可能地減少對纖維的切斷,並積極發展纖維的其他性能以保證所成紙張具有足夠的強度。
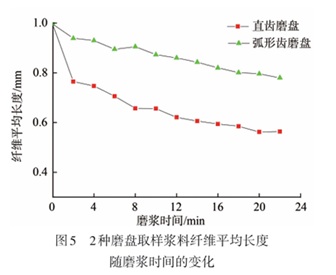
直齒及弧形齒磨盤磨漿過程中對闊葉木漿中纖維的切斷情況如圖5所示。 由圖5可知,隨著磨漿時間的增加,纖維平均長度逐漸下降。 磨漿時間相同時, 經過直齒磨盤所處理的漿料纖維平均長度較短,而經弧形齒磨盤處理的纖維平均長度較直齒磨盤處理的纖維長20%~30%,表明直齒磨盤對纖維的切斷作用較 強,這與SEL的理論預測結果及前人的研究結果基本保持一致。 因此,相同磨漿條件下,弧形齒磨盤能夠有效保留纖維的長度,減少對纖維的切斷。
磨漿是對纖維性能進行處理的過程,隨著磨漿的進行,漿料纖維的長度分佈會發生變化,其分佈情況可反映不同長度組分纖維的變化趨勢及兩種不同齒型磨盤對纖維的切斷情況。 本研究所用闊葉木漿的纖維平均長度為0.93 mm,磨漿后纖維各長度組分的變化如圖6所示。 由圖6可知,磨漿初期,漿料主要由f3(0.6~ 1.2 mm) 纖維組分組成,而f4(1.2~2.0 mm)及f1 (0~0.2 mm)纖維組分佔比較少; 隨著磨漿的進行, 纖維組分f3及f4減少,f1及f2(0.2~0.6 mm)增加。 當磨漿時間小於4min時,直齒磨盤磨後漿纖維f3及 f4 迅速減少,而f1及f2增加較快; 當磨漿時間大於 4 min時,f1及f2增加較為平緩且其增加主要來源於 f3 的減少。 而弧形齒磨盤磨后漿纖維組分的變化則與直齒磨盤略有不同,纖維組分f3及f4基本呈線性減少,而f1及f2呈線性增加,且f1及f2的增加基本來源於f3及f4的減少。 由此可見,直齒磨盤可實現對長纖維的快速切斷,而弧形齒磨盤對纖維切斷作 用均一且柔和。
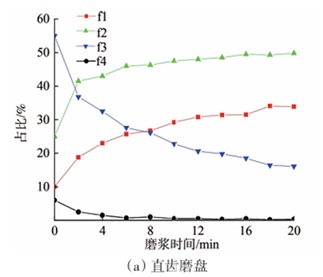
注 : 組分f1~f4的纖維長度分別為0~0.2mm、0.2~0.6mm、0.6~1.2mm、1.2~2.0mm; 寬度均≥10μm。 圖6 2種磨盤磨后漿纖維長度分佈隨磨漿時間的變化
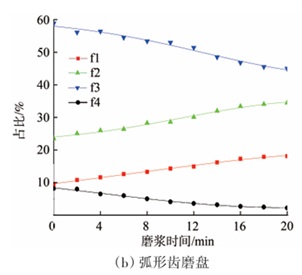
為了便於分析直齒及弧形齒磨盤對纖維的切斷效 果,本研究提出了纖維原始切斷率(K1 )及相鄰切斷 率(K2 ),並從這2個參數表徵磨盤對纖維的切斷作用。 纖維原始切斷率反映整個磨漿週期內磨齒對纖維 的切斷作用強弱。2種磨盤磨後漿纖維原始切斷率隨 磨漿時間的變化如圖7所示。由圖7可知,隨著磨漿 時間的增加,纖維平均長度不斷減小,故其相對于原 料纖維的長度差逐漸增大,但可以發現,直齒磨盤對 于闊葉木漿纖維的原始切斷率大於弧形齒磨盤,且直 齒磨盤對於纖維的原始切斷率隨著磨漿時間逐漸增加 至恒定值,說明此時纖維過於細小,由於齒型佈置的原因,其對纖維不再進行切斷; 而弧形齒磨盤對於纖維的原始切斷率隨著磨漿時間的增加線性增大,在長時間內均可保證對纖維的均一切斷。 纖維相鄰切斷率反映整個磨漿週期內不同磨漿時間磨盤對漿料纖維的動態切斷過程。
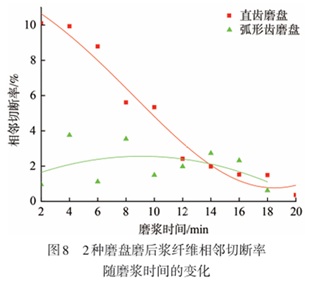
2種磨盤磨后漿纖維相鄰切斷率隨磨漿時間的變化如圖8所示。 由圖8可知,弧形齒及直齒磨盤對纖維相鄰切斷率的影響截然不同,對於直齒磨盤,隨著纖維長度的變短,纖維的相鄰切斷率逐漸減小直至不再變化, 其對纖維的切斷作用逐漸減弱; 而弧形齒磨盤對纖維的切斷較為緩慢,且相鄰切斷率基本維持恆定, 對纖維進行均勻的切斷,保證磨漿過程纖維長度的均一。 通過分析纖維的原始切斷率及相鄰切斷率可知, 直齒和弧形齒磨盤對纖維的切斷機理不同,直齒磨盤對纖維進行快速切斷,隨著磨漿時間的增加,切斷作用逐漸減弱; 而弧形齒磨盤對纖維進行均一穩定切斷,切斷速率基本不變,但隨著磨漿時間的繼續延長,其切斷作用由於纖維的變短可能減弱。
研究了等參數的等距直齒及弧形齒磨盤對纖維的切斷效果,運用纖維平均長度、不同長度組分分佈、 纖維原始切斷率及相鄰切斷率來分析兩磨盤對纖維的 切斷過程,所得結論如下。
類比直齒磨盤剪切邊緣長度(CEL)的計算,提出了弧形齒磨盤CEL的計算方法。 相同齒型參數及磨漿條件下,弧形齒磨盤的磨漿強度,即比邊緣負荷 (SEL)低於直齒磨盤,對纖維的衝擊作用小於直齒磨盤,理論上有利於纖維長度的保留。
相同磨漿條件下,等參數的直齒磨盤對纖維的切斷作用強於弧形齒磨盤。 直齒磨盤磨后漿纖維平均長度較短,而弧形齒磨盤磨后漿的纖維平均長度較直 齒磨盤纖維長20%~30%。
相同磨漿條件下,等距直齒和弧形齒磨盤對纖維的切斷機理不同。 直齒磨盤對纖維進行快速切斷,隨著磨漿時間的增加,切斷作用逐漸減弱; 而弧形齒磨盤對纖維的切斷速率較低且相對穩定,但隨著磨漿時間的持續增加,其切斷作用可能由於纖維長度的變短而減弱。
[1] Giertz H W. The effect of beating on individual fibres-Fundamentals
of Papermaking fibres[C]// Transactions of the 1st Fundamental Re⁃
search Symposium. Cambridge,1957:389.
[2] Higgins H G,de Yong J. The beating process-primary effects and
their influence on paper properties-Formation and Structure of
Paper[C]// Transactions of the 2nd Fundamental Research Sympo⁃
sium. Oxford,1961:651.
[3] Giertz H W. The influence of beating on individual fibers and the
causal effects on paper properties[C]// International Symposium
on Fundamental Concepts of Refining. Institute of Paper Chemis⁃
try. Appleton,1980:87.
[4] Ebeling K. A critical review of current theories for the refining of
chemical pulps[C]// International Symposium of Fundamental Con⁃
cepts of Refining. Institute of Paper Chemistry. Appleton,1980:1.
[5] Page D H. The beating of chemical pulps-the action and the ef⁃
fects[C]// Transactions of the 9th Fundamental Research Sympo⁃
sium. Cambridge,1989:1 .
[6] Hofmann C. A practical treatise on the manufacture of paper[M].
Philadelphia,1873:35.
[7] SmithS. The action of the beater[C]// Technological Section,Paper⁃
makers Association of Great Britain and Ireland. London,1923.
[8] Alaskevich Y D. Study of the pressure in the liquid layer between
knives of a beater[J]. Bum Promst,1971,46(10):16.
[9] Atack D. Advances in beating and refining[C]// Transiation of Fun⁃
damental Resource Symposium. Oxford,1977:261.
[10] Olson J A,Drozdiak J,Martinez M,et al. Characterizing fibre short⁃
ening in low-consistency refining using a comminution model[J].
Powder Technology,2003,129:122.
[11] Kenichi Ito,Yosuke Takeshita,Antensteiner P. Low consistency re⁃
fining technology:LemaxX Spiral-Nature Applied[J]. Japan TAPPI
Journal,2006,60(60):718.
[12] Mikko Pfaffli. Rethinking the Art of Refining:Improving the Efficien⁃
cy and Quality of Refining[C]// CIPTE. Beijing,2015.
[13] Jiang Simeng,Yan Zhen,Jiang Xiaojun. High consistency refiner
curved bar refining plate[J]. East China Pulp and Paper Industry,
2016,47(1):27.
蒋思蒙,严 震,蒋小军. 高浓磨浆机弧形齿磨片[J].华东纸业,
2016,47(1):27.
[14] WANGChengkun,WANGPing. Logarithmic Spiral and Its Applica⁃
tion in the Design of Refiner Plate[J]. China Pulp and Paper,2015,
34(9):37.
王成昆,王 平.对数螺旋线在磨浆机磨齿设计中的应用[J].中
国造纸,2015,34(9):37.
[15] Liang Qianhua. A novel design of a refiner plate[J]. China Pulp &
Paper Industry,2014,35(24):33.
梁钱华. 一种盘磨机磨片的新颖设计[J].中华纸业,2014,35
(24):33.
[16] Dong Jixian,Han Lubing,Liu Huan. Simulation of the Flow Condi⁃
tions in Different Types of Bar Structures of Disc Refiner[J]. Pulp and Biomaterials,2018,3(1):47.
[17] Georges Joris,Matech Europe. The industrial refining process:A
first theoretical approach[J].Tappsa Journal,2008,30(2):31.
[18] Liu Huan,Dong Jixian,Guo Xiya,et al. Quantitative Analysis of
Pulp Refining and Its Research Progress[J]. China Pulp and Paper,
2018,37(8):66.
刘 欢,董继先,郭西雅,等. 造纸磨浆过程量化分析及研究进
展[J]. 中国造纸,2018,37(8):66.
[19] Technical Association of the Pulp and Paper Industry. TAPPI stan⁃
dard TIP 0508-05:Refiner Plate Intensity[S].USA,2001.
[20] Liu Huan,Dong Jixian,Guo Xiya,et al. Design Method of Curved
bar Refining Plates for Disc Refiner[J]. Paper and Biomaterials,
2019,4(1):40.
[21] Meng Ma,Jinqiang Zhan. JC-04 conical refiner excellent beating
equipment in modern paper board mill[J]. China Pulp & Paper In⁃
dustry,2002,23(10):22.
马 猛,詹金强.现代化纸板厂的理想打浆设备-JC-04锥形精浆
机[J]. 中华纸业,2002,23(10):22.
[22] Pratima B. Different Fibre Types in Technology Developments in Re⁃
fining[M]. Leatherhead:Pira International Ltd.,2005:6.
[23] Liu Huan,Dong Jixian,Duan Chuanwu,et al. Parametric De⁃
sign and Performance Characteristic of Isometric Curved Bar Plate
Based on SEL and SSL[J]. Journal of Korea TAPPI,2019,
51(5):73.