Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
圓盤磨漿機是製漿造紙過程中的關鍵設備,圓盤磨漿機的空載功率將直接影響磨漿效率。因此,將通過對精鍊過程的理論和實驗研究來促進精鍊過程的精鍊效率和節能。本文總結了低濃精煉中盤式細化器空載功率的測量和理論計算方法。並分析了精煉板的紙漿性質、控制參數和棒材參數對空載功率的影響。提出了圓盤磨漿機空載功率的主要研究方向,對磨漿過程的節能降耗和提高漿料品質具有積極意義。
低濃 (LC) 磨漿是發展纖維品質的重要過程,將稠度為 2-6% 的紙漿送入由定子和轉子組成的旋轉區。在經過棒材的複雜剪切和壓制后,紙漿和纖維的性能會發生專門變化,以滿足成型紙的要求。在精鍊過程中,電機的機械能由主軸傳遞到精煉區,然而,磨漿機需要克服主軸、磨漿刀盤等主要部件的摩擦和電磁阻力,旨在為磨漿過程提供足夠的泵送效果。克服磨漿機運行過程中的液壓、泵送和機械損失的能量稱為空載功率(No-Load Power)。根據不同的刀盤設計基礎和製造加工的精度,LC精煉中盤式磨漿機的空載功率約為總功率的 20-50%。1) 空載功率的大小直接影響用於纖維顯影的功率,稱為凈功率、磨漿效率和磨漿過程的特性。本文旨在總結盤式精煉機LC精煉中空載功率測量計算的研究進展,闡述空載功率的深入研究方向,對提LC精鍊中盤式精煉機的精鍊效率、降低盤式精煉機的能耗具有積極意義。
LC 精煉過程的總功率是精鍊的空載功率和凈功率之和,精煉效率反映了用於纖維發展的能量速率,通常用凈功率與精鍊總功率的比值來表示。同時,空載功率的大小直接影響盤式磨漿機的精鍊效率,在不影響精煉質量的情況下,通過合理調整磨漿控制參數和優化磨漿刀盤,可以降低空載功率,有利於節能和提高磨漿效率。
對精煉過程進行準確的定量表徵是研究精煉機理和精鍊過程控制策略的關鍵步驟。LC精煉工藝通常以精鍊強度為特徵,主要包括基於能量的精鍊強度和基於力的精鍊強度。2) 典型的精鍊強度包括比能耗、比邊載荷、比表面載荷和 C 因數理論。可以得出結論,大多數精鍊強度都是基於能量的,凈功率用於精鍊過程的定量計算。如果空載功率測量或計算錯誤,將直接影響精煉過程的準確性。空載功率的大小直接影響精鍊效率,空載功率的精確測量和計算會影響精鍊過程的準確特性。但通過優化精煉控制策略和精煉刀盤,可以降低相同精煉條件下的空載功率。選擇合理的測量保證方法,建立最優的空載功率理論計算方法,對精鍊過程的準確表徵和控制具有積極意義。
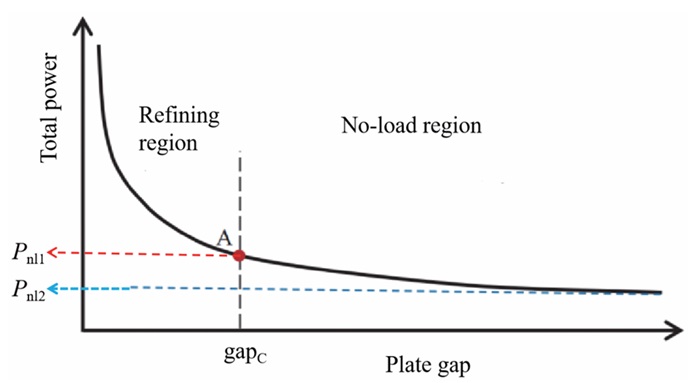
關於 LC 煉油中空載功率的定義,有兩個一般性陳述。空載功率的兩個定義之間的差異可以通過圖 1 來區分。首先,它是指不用於纖維形態變化的功耗,當間隙固定在臨界值間隙 (gapc) 時,纖維形態開始發生變化時,它 Pnl1 可以通過臨界功率來測量。而另一個 Pnl2 是指運行磨漿機填充紙漿所需的最小能耗3,4)它們都是正確的,但它們在空載功率測量中的精度需要進一步研究。
根據上述空載功率的兩個定義,其測量值可以表示如下:它可以用當紙漿特性開始發生變化時在臨界刀盤間隙處測得的功率來表示。5) 然而,很難確定精確的臨界刀盤間隙,它隨著不同的磨漿條件而變化,例如稠度、 在實際精煉過程中,刀棒桿輪廓、生產率等.6) 根據 Pnl2,當刀盤間隙足夠大時,可以測量空載功率,該間隙大於臨界刀盤間隙。同時,漿或水在鍊漿區的通過也會影響空載功率。Brecht 和 Siewert,7) 以及 Westman 8) 測量了當刀盤間隙足夠大時,LC磨漿通過LC磨漿的空載功率,而 Siewert 和 Selder 測量了盤式磨漿機在磨漿區充滿水時的空載功率,9) 以及 Selder 和 Siewert 10) 通過對測量結果的分析, 可以發現,與水相比,用紙漿測量的磨漿過程的空載功率更能描述磨漿過程。Rajabi Nasab 等人11,12 的研究顯示,基於兩個定義的測得空載功率的差異高達 35%。在工業中,空載功率可以用紙漿在 2.5 mm 的刀盤間隙處測得的總功率來表示。 除了測量總空載功率外,還可以單獨測量構成空載功率的部件,例如泵送、液壓和機械損耗功率。熔煉機、電磁等消耗的機械損失功率是通過在不接觸任何液體的情況下運行磨漿機來測量的,而液壓損失功率可以通過關閉管道的入口和出口閥並將水密封在磨漿區來測量.11,12) 而盤式磨漿機的抽氣功率可以通過測量總空載功率和上述兩個元件來計算。
為了更準確地刻畫精鍊過程中空載功率、控制參數和結構參數之間的關係,對空載功率進行了多項理論和實驗研究。在計算空載功率時考慮了水力損失、泵送損失和機械損失功率這三個部分,如方程 1 所示,

其中 Pnl 是空載功率 (kW),Ph 是液壓損失功率 (kW),圓盤在纖維懸浮液中旋轉所需的功率,Pp 是泵送損失功率 (kW),將纖維懸浮液從入口泵送到出口所需的功率,Pm 是機械損耗功率 (kW)。Banks13) 將圓盤磨漿機視為渦輪增壓機,通過將紙漿視為非牛頓流體來計算 Ph 和 Pp,如方程 2 和方程 3 所示,但是,它沒有考慮圓盤磨漿機運行的機械損耗。


其中 k1 和 k2 是流體常數,do 是精煉刀盤的外徑 (m),w 是精鍊刀盤的轉速 (rev/min)。Herbert 和 Marsh 提出了一種類似的空載功率計算方法,14) 其中 Ph 是通過 Banks 提出的方法計算的.13) 它認為 Ph 約佔總功率的 30-50%,降低 Ph 有利於提高精鍊效率 ; 而泵送損失功率 Pp(可以用方程 4 表示)與流量 Q 有直接關係,約佔總功率的 1-2%。而圓盤精煉機的機械損失可以完全忽略不計。

其中 kp 是一個常數,包括重力加速度和流體密度。盤式磨漿機的空載功率與刀盤的外徑和轉速之間的關係可以用式 5 表示,

其中k和i是常數,然而,Aikawa Fiber Technologies (AFT),J&L和Sferrazza在計算空載功率時提出了不同的i值,15,16)AFT認為i是4.3,J&L認為i是4.249,而Sferrazza確定其值為4.2。Harrington17)還提出了一個估計空載功率的經驗公式,該公式類似於方程 5,並且對於具有單盤或雙盤的精煉機有效(見方程 6)。

其中 k=0.65 對於雙盤磨漿機,這是實驗估計的。方程 5 和方程 6 只能提供單盤和雙盤磨漿機的空載功率估計值,沒有考慮磨漿過程中變化的流體狀態和磨漿機刀盤的幾何參數。兩者都是適用於工程計算的簡化表達式,其校正性尚未在實踐中得到驗證。
基於摩擦扭矩理論和流體力學,通過結合精煉刀盤結構和紙漿稠度計算Pp和 Ph,18) 如方程所示。7-8,而機械損耗功率可以通過精煉區消耗的凈功率和精鍊效率來計算。


其中 g 是重力加速度 (m/s²),ρ 是紙漿稠度 (%),μ0 是紙漿的摩擦係數(稠度為 3-5%,μ0=0.008 ~ 0.015),d 是轉子軸承頭部的直徑 (m),λ 是轉子的厚度 (m),b 是轉子軸承頭部與紙漿接觸的部分的長度 (m)。
Li.18 提出的圓盤磨漿機功耗模型未考慮磨漿刀盤的刀棒桿參數)同時,該模型建立在已知的磨漿效率之上,限制了其應用。通過實際案例計算泵送損失、水力損失和機械損失功率,其值分別為 2.34%、19.84% 和 6%。可以得出結論,這裏計算的水力和機械損失與 Herbert 的完全不同。 Cui19)在盤式磨漿機的設計與製造基礎上,提出了一種盤式磨漿機功率計算方法。同時,從理論上推導出了紙漿抽水功率和紙漿與磨漿刀盤摩擦所消耗的功率,這與 Li.18) Liu et al.20) 建立了一種計算建立紙漿附加水頭所需功率(泵送損失功率)、水力損失功率和機械損失功率的方法,考慮了許多參數, 如紙漿稠度、流速、產量、轉速、板直徑等,但精鍊板的刀棒桿參數不包括在內。上述盤式磨漿機空載功率的計算只考慮了磨漿機運行受限參數的影響,如刀盤徑、轉速、刀棒桿參數的影響均未考慮。目前,行業通常採用一種結合轉速、刀盤徑、刀棒桿和凹槽參數16)等參數的計算方法進行設計和選型。如式 9 所示,

其中 g 是凹槽的寬度 (mm),b 是刀棒的寬度 (mm),h 是凹槽深度 (mm)。Rajabi Nasab et al.11,12)認為,LC精煉中空載功率的主要組成部分是水力損失和泵送損失功率,而機械損失功率可以忽略不計。通過實驗研究,考慮刀盤的漿料一致性、轉速和刀棒參數,建立了LC精鍊過程的空載功率預測公式,可以用方程 10 表示。

其中,ρ 是紙漿濃度 (%)。通過對以往空載功率研究的分析,可以發現沒有直接的電力消耗理論來描述紙漿精鍊。泵送損失功率的計算基於泵設計中的流體力學理論,刀盤與漿之間的摩擦消耗的功率可以根據摩擦扭矩理論計算。然而,現在還沒有直接的機械損耗理論計算公式。大多數空載功率的研究都集中在刀盤的直徑和轉速上,很少有研究考慮精煉刀盤刀棒參數的影響。磨漿刀盤是盤式磨漿機的直接作用部分,擋板和刀棒角度的佈置將直接影響LC磨漿中的空載功率。所以空載功率的計算要考慮精煉刀盤的控制參數和重要的刀棒桿參數。
紙漿特性主要包括紙漿的稠度、紙漿類型、溫度、生漿的性質等,它會影響紙漿的粘度和流動特性。同時,空載功率的主要組成部分,如刀盤和紙漿之間的摩擦以及對紙漿的泵送效應,將直接受到紙漿特性的影響。
21)研究發現,使用機械漿的LC精煉工藝的空載功率比水高 10%,而水和化學漿的空載功率甚至更大,這與 Rihas 得出的結論一致,3) Dietemann 和 Roux,6) 和 Luukkonen.22) 這表明紙漿類型將直接影響盤式磨漿機的空載功率,紙漿粘度越大,空載功率就越大。
然而,得出的結論是,當水和濃度為 1.5% 和 3.5% 的紙漿以 600 L/min 的流速分別送入磨漿區時,空載功率和水力損失功率幾乎相等。11,12)這與以前的研究結論明顯不同,後來證實空載功率的不同變化是由於紙漿溫度不同造成的, 並且空載功率會隨著紙漿溫度的升高而相應降低.23,24) Bordin 等人23)發現,當水和紙漿分別送入圓盤磨漿機時,空載功率存在顯著差異,而水通過時的空載功率遠小於紙漿的空載功率。因此,在測量LC精鍊的空載功率時,必須考慮紙漿特性。
精煉過程的控制參數主要包括刀盤間隙、功率、比能耗、流量和轉速等,其中功率與刀盤間隙有直接關係。25)通過對上述LC精煉空載功率計算方法的分析,發現空載功率與刀盤間隙沒有直接關係,是盤式精煉機的固有特性, 以恆定速度運行。同時,紙漿流速對盤式磨漿機的空載功率沒有明顯影響,而隨著盤式磨漿機轉速的增加,空載功率會增加3,6,11,12,26。
機械損耗、液壓損耗和總空載功率分別由Rajabi Nasab等人測量11,12)發現刀棒桿參數和盤間隙對機械損耗功率沒有明顯影響。但空載功率和機械損耗功率與空載功率之比隨著刀盤轉速的增加而增加;而盤式磨漿機的水力損失功率主要取決於刀盤間隙、轉速和流量,水力損失和泵送損失功率的分配與刀盤間隙直接相關。當刀盤間隙減小時,泵送損失功率的比例逐漸增大;如果紙漿流速和轉速分別增加 5%,圓盤磨漿機的空載功率將分別變化 5% 和 20%,這意味著轉速對空載功率的影響大於流速,流速對其的影響與以往的研究一致。
Bordin 等人建立了空載功率與盤式磨漿機比能耗之間的關係23)發現空載功率隨著比能耗的增加而降低。雖然刀盤間隙是LC精鍊中的一個重要控制參數,但空載功率的定義表明它是在更大的刀盤間隙下研究的,因此研究空載功率與刀盤間隙或功率之間的關係並不重要。
作為精鍊過程的主要部分,精煉刀盤的結構將直接影響精鍊的品質和效率。同時,磨漿刀盤與磨漿刀盤之間的摩擦力以及磨漿刀盤的泵送性能會因磨漿刀盤的優化而改變。精煉刀盤的主要桿參數包括刀盤直徑、刀棒桿寬、槽寬、刀棒高、刀棒角度、壩等。
盤式磨漿機的空載功率與磨漿刀盤的外徑直接相關,通過分析上述LC精煉中空載功率的計算公式可以得出結論,也被一些研究所證實13,14)盤式磨漿機的空載功率隨著刀盤外徑的增加而增加, 因此可以通過減小刀盤的外徑來降低空載功率,這在優化精煉刀盤時應考慮。
槽深(或刀棒高度)和寬度是精煉刀盤的重要參數,在設計新刀盤時,這些參數的確定是相互矛盾的。從產量的角度來看,當設計更高的刀棒高和更寬的刀棒時,產量會增加,但是,這些參數的增加會減少紙漿的停留時間,從而導致磨漿品質差。相反,減小凹槽深度可以提高磨漿品質,而紙漿流速或輸送量將受到限制。研究表明,當紙漿由槽深較高的刀盤精鍊時,LC磨鍊過程中圓盤磨漿機的空載功率會增加。27,28) Antku 和 Ludwig29) 認為將槽深從 6 mm 減少到 3 mm 可以將空載功率降低 40%,而 Siewert 和 Selder.30) 發現,磨盤磨漿機的槽深和空載功率之間存在線性關係。然而,Xie26)通過模擬得出了相反的結論,表明單盤磨鍊機的空載功率隨著刀棒高度的增加而逐漸降低,其原因應進一步研究。通過前人研究的分析,可以得出結論,槽深和槽寬直接影響可用於漿流動的體積,直接影響LC精煉中盤式磨漿機的空載功率。摩擦力和有效漿流量會受到刀棒桿和凹槽數量的影響,這直接影響LC精鍊過程中的水力損失和泵送損失功率。Dietemann 和 Roux6)表明,當通過具有更多刀棒或槽的刀盤精煉紙漿時,LC磨漿中盤式磨漿機的空載功率將增加。並且在相同的刀棒桿寬下,凹槽越寬,液壓損失功率越大。提出了一個名為精煉刀盤粗糙密度的新參數,即槽寬與槽寬和刀棒桿寬度之和的比值,以衡量其對空載功率的影響。
結果發現,對於 16 英寸實驗盤式磨漿機,水力損失功率與粗略密度之間存在線性關係。而如果磨漿刀盤的槽深、粗粒密度和外徑分別增加20%,圓盤磨漿機的空載功率將分別變化13%、10%、62%,這表明桿參數對LC精鍊中盤式磨漿機的空載功率有顯著影響11,12)壩和刀棒角度是磨漿刀盤的兩個重要參數, 直接影響泵漿效果和漿料流量,因此壩和刀棒角度的優化設計會影響LC精煉的空載功率,而目前對此的研究較少。目前,僅由 Xie,26) 進行的模擬研究了刀棒角度對空載功率的影響,發現空載功率隨著刀棒角度的增加而降低。因此,對它們進行深入研究將對低能耗、高效率的精煉刀盤設計產生積極影響。
刀盤與紙漿之間的摩擦能耗以及紙漿泵送損失功率與紙漿特性直接相關。紙漿是典型的粘彈性材料,其粘度和類型會影響精煉刀盤與紙漿之間的摩擦係數。研究紙漿特性與空載功率之間的關係,有利於了解盤式磨漿機空載功率的耗散機理、空載功率的測量和精確計算。
盤式磨漿機的磨漿區是一個狹窄的旋轉區,磨漿過程中的紙漿流動更加複雜。研究正常和空載運行下磨漿區的紙漿流動機制有助於瞭解LC磨鍊過程中的能量耗散和空載功率。刀棒桿參數,如刀棒桿角度、壩等,是研究過程中不可忽視的重要參數。
在研究盤式磨漿機的空載功率時,幾乎不考慮刀棒寬、槽寬、刀棒角度和壩等棒材參數,特別是刀棒角度和壩子,這些參數對漿流有顯著影響。揭示空載功率與重要棒材參數之間的相關性及其對漿流的影響,可以促進對磨漿機理的理解和磨漿刀盤的優化。
空載功率是影響LC精煉中盤式磨漿機的磨漿效率和準確定量表徵的重要參數。精煉刀盤的紙漿特性、控制參數和棒材參數都會影響空載功率。在漿質不變的情況下,降低磨漿過程的空載功率是降低能耗、提高磨漿效率的有效途徑。探究空載功率、控制參數與棒材參數之間的關係,準確建立空載功率計算公式,可促進精鍊過程的準確表徵,提高精鍊品質和效率。
1. Lumiainen, J., Is the lowest refining intensity the best in low consistency refining of hard wood pulps? Papermakers Conference, Tappi Press, Atlanta, USA, pp. 115-126 (1994).
2. Liu, H., Dong, J. X., and Han, L. B., Quantita tive analysis of pulp refining and its research progress, China Pulp & Paper 37(8):66-71 (2018).
3. Rihas, J., Low consistency refining, theory vs practice, 3rd International Refining Seminar, Atlanta, USA, Paper 10 (1995).
4. Tappi Stock Preparation Committee, An intro duction to refining variables, Tappi Journal 54(10):1738-1741 (1971).
5. Roux, J. C., Stock preparation. Part 1: Pulp treatment process, 12th Fundamental Research Symposium, Oxford, UK, pp. 17-21 (2001).
6. Dietemann, P. and Roux, J. C., A study of disc refiner running in no-load conditions, Cellu lose Chemistry and Technology 39(5-6):459 471 (2005).
7. Brecht, W. and Siewert, W., Zur theoretisch- technischen beurteilung des mahlprozesses moderner mahlmaschinen (The theoretical- technical assessment of the grinding process of modern grinding machines), Das Papier 20(1):4-14 (1966).
8. Westman, L., Idling losses in the low-consis tency refining of chemical pulp, Svensk Pap perstidning 87(3):R8-R13 (1984).
9. Siewert, W. H. and Selder, H., Economic use of energy in pulp refining, Int. Sym. on Fun damental Concepts of Refining, Appleton, USA, pp. 206-216 (1980). 10. Selder, H. and Siewert, W. H., Escher wyss fiber sorter for the high density screening of recycled fibres, Papermakers Conference, Pro ceedings of the Technical Association of the Pulp and Paper industry, Atlanta, USA (1980).
11. Rajabi Nasab, N., Olson, J. A., Heymer, J., and Martinez, D. M., Experimental study of low consistency refiner no-load power, PAPERCON Conference Proceedings, New Orleans, LA, USA, pp. 1539-1551 ( 2012).
12. Rajabi Nasab, N., Olson, J. A., Heymer, J., and Martinez, D. M., Understanding of no-load power in low consistency refiners, Canadian Journal of Chemical Engineering 92(3):524-535 (2013).
13. Banks, W. A., Design considerations and engineering characteristics of disc refiners, Paper Technology and Industry 8(4):363-369 (1967).
14. Herbert, W. and Marsh, P. G., Mechanics and fluid dynamics of a disk refiner, Tappi Journal 51(5):235-239 (1968).
15. Sferrazza, M., Proper refiner selection up keep boots performances and savings, Pulp and Paper Canada 70(2):89-94 (1996).
16. Finebar refining technology, Introduction to stock prep refining, http://www.aikawagroup. com/downloads/Training_Manual.pdf (2001).
17. Harrington, C. G., Selection of refiner drive motors, Tappi 47(6): 157A (1964).
文章分享來源自: 陝西科技大學材料科學與工程學院 刘 欢 博士