Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
Fernando Mora博士來自于法國,擁有40多年造紙行業的從業經驗,曾在造紙行業的著名企業,如International Paper、Aussedat Rey、Ahlstrom等進行產品研發工作,並在歐洲、美國和中國等多地工作過。他曾是法國造紙技術中心(CTP)的理事會成員。Fernando Mora博士是研究生物技術和微細纖維造紙的先驅者之一。他曾取得了多項關於紙製品和特種紙生產的專利,其中一項是極具創新性的關於純礦物纖維生產複合材料的專利。他還曾與法國國家科學研究中心(CNRS)合作,開展過利用多糖苷酶對纖維細胞壁成分進行超分子表徵的前瞻性工作。
我們探討造紙廠中紙漿磨漿工藝的一部分內容,主要討論磨漿所使用的不同原料。本期的文章我們將更具體地闡述了優化打漿的方法,今天是第一部分,聚焦於工廠的磨漿參數的定義與分析
需要強調一點:目前最常見的磨漿設備是雙盤磨漿機。此外,可以通過多種方式來表徵磨漿過程:
無需贅述磨漿在紙張生產過程中的重要性:
讓我們來看看,為了優化磨漿操作,需要瞭解哪些內容。首先讓我們看看如何檢查和分析造紙廠中現有的各項參數。
磨漿機的特性包括:
磨漿條件包括:
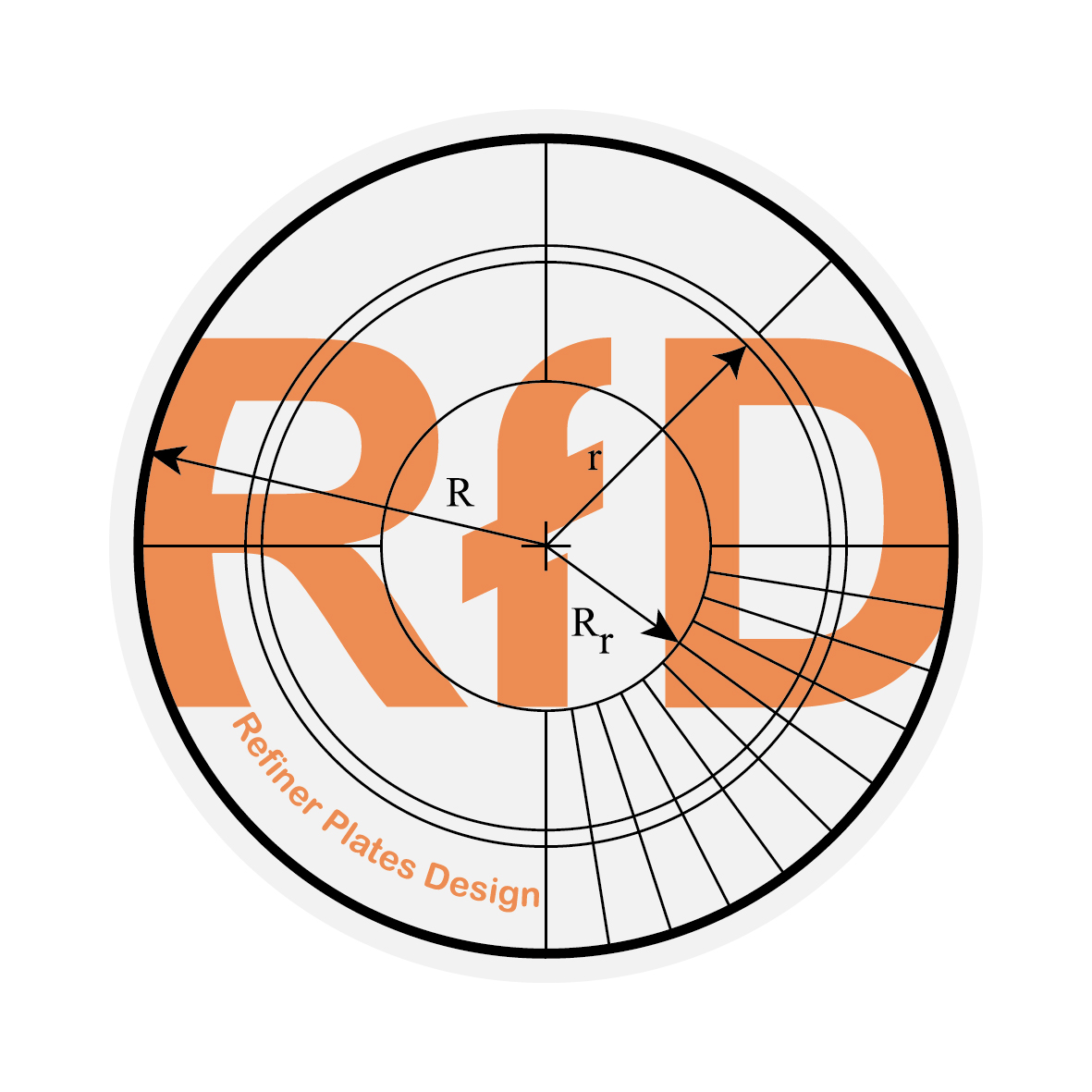
關於磨片的齒型參數包括:
R1:磨盤內半徑(m)
R2:磨盤外半徑(m)(這一數值取決於磨漿機的直徑)。(R2−R1)決定了磨漿面積。磨齒間距(G),磨齒寬度(T)和磨齒高度(D)的單位均為m,如下圖所示。
隨著磨盤的使用(磨齒的磨損),磨齒高度會逐漸減少,因此需要打開磨漿機,以便更準確地測量這一資料。順便提一下,定期檢查磨盤的狀態是非常必要的,因為可能會有發現一些意想不到的問題。

磨盤齒形分組數(S):如下圖所示
磨齒角度(ɸ):磨齒相對於磨漿機半徑的角度十分重要,因為角度越小,對纖維的切割(剪刀效應)越明顯。該角度應該在單組磨齒中部進行測量。需要注意的是,過大的角度可能會導致磨漿機堵塞。就像在技術領域和生活中一樣,最佳選擇往往是一個折中方案。
每米磨盤上的磨齒數量(n):這是一個計算值,取決於磨齒寬度(T)和磨齒間距(T+G),n = 1/(T+G)。由於在每個磁區之間總會有一部分區域沒有磨齒,因此實際數值往往比該理論計算值略低。
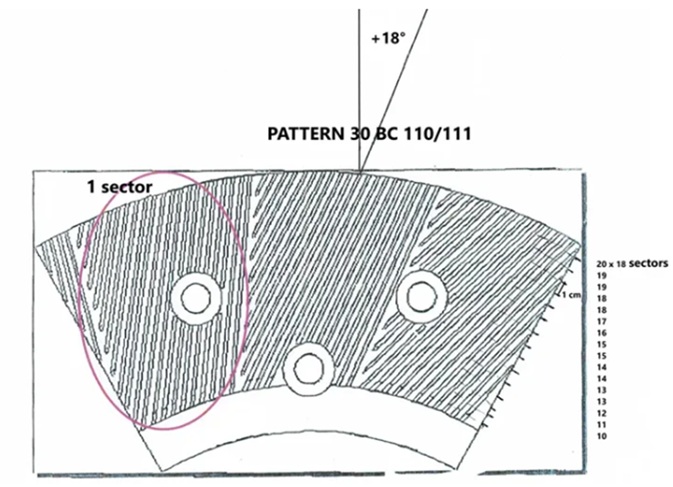
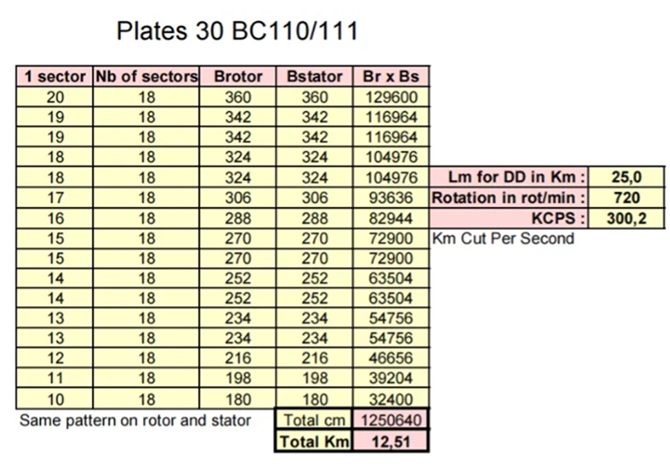
單轉磨齒長度或磨齒切斷長(Lm),單位為km:此資料對於評估磨漿機動盤(rotor)和定盤(stator)之間的交錯區域數量,以及由此對纖維產生的衝擊次數至關重要。通常可以向磨盤製造商索取這一資料。如果無法獲取,下面是計算方法:
你必須將磨盤的獨立磁區劃分為以cm為單位的若干區域(在美國則為 1 英寸),用來計算 ICPR(Inches Cut Per Revolution),其相當於 Lm,以及 ICPM(Inches Cut Per Minute),該資料是美國的標準,對應於 KCPS。然後,統計每 1 cm(或美國使用的 1 英寸)區域內的磨齒數,並將這一數值乘以動盤上的分組的磨齒數。隨後,再將該乘積與在定盤上得到的相應數值相乘。通常,磨漿機的動盤和定盤都配備相同類型的磨盤。若為雙盤磨漿機,則必須將這些乘積之和再乘以 2。
當然,磨漿的最佳條件取決於所處理纖維的類型。不能採用相同的磨漿方式對非常強韌的針葉木纖維和亞硫酸鹽漿纖維進行磨漿。因此,你需要以下關於纖維的資料:
纖維長度:單位為m。這指的是纖維的平均長度。如果在同一個磨漿機裡同時磨多個紙漿種類,則需要計算混合漿的平均纖維長度。
纖維的粗度(coarseness):單位為千克/米(kg/m)。這個資料(對於合成纖維,我們稱之為 dTex,即 10000 米長的纖維重量,以克為單位)能很好地指示纖維所能承受的磨漿衝擊強度(粗度越高,纖維越強韌,就能提高磨漿衝擊強度,無需擔心損傷它們)。掌握了纖維長度和粗度後,你可以計算每克紙漿中包含的纖維數(先算出 1 米內的纖維數量,再折算到每克),這對於評估使用這些纖維能夠生成何種勻度水準的產品至關重要。
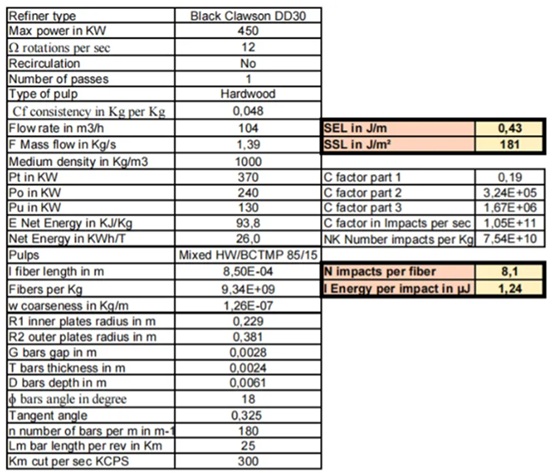
讓我們舉個例子,來計算一個我們稱為 A 廠中的 SEL、SSL 以及每根纖維所受到的衝擊次數和每次衝擊的能量。
工廠 A:現有磨漿機的特性
工廠 A:常規磨漿條件
工廠 A:所磨漿料的特性
工廠 A:現用磨片齒型(Plates pattern)
工廠 A:磨漿參數

其中:
每千克紙漿所受到的衝擊次數Nk = C/F
其中,C因數為每秒衝擊次數,F 為品質流量。
N為每根纖維所受到的衝擊次數:
N=Nk·w·l=C·w·l/F
N為每根纖維所受到的衝擊次數=8.1
I為每次衝擊的能量,那麼:
I=E/Nk=1.24 μJ/impact
其中 E 為每千克紙漿所得到的能量,以 µJ/kg 表示,Nk 為每千克紙漿的衝擊次數)
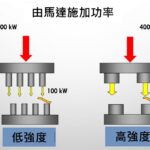
要實現細纖維化(fibrillation),就必須增大單根纖維所受到的衝擊次數,同時減小每次衝擊的能量。
工廠A的磨漿參數情況
SEL 是行業中用於定義紙漿磨漿最常用的參數。
SSL 很少被使用。
N 和 I(C 因數)使用得更少,但這些參數能讓我們更好地瞭解磨漿對纖維所產生的影響。
以下是一些紙漿的特性
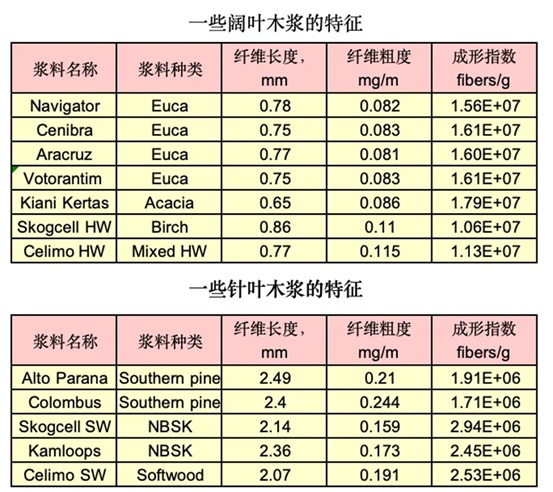
1g闊葉木漿含有的纖維根數大約是1g針葉木漿含有的纖維根數的10倍左右。
桉木和相思木的纖維更細,因此,更適合用於提高紙張的勻度。南方松木漿的纖維則更粗更長。 掌握了所有這些參數之後,您就能夠著手優化工廠的磨漿,並通過降低工廠的能耗,尤其是通過優化紙漿的配比來節省大量的資金。