Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
•刀盤材質典型選用金屬不繡鋼
•基本設計參數為刀棒寬及刀溝寬、刀棒高及刀棒角度
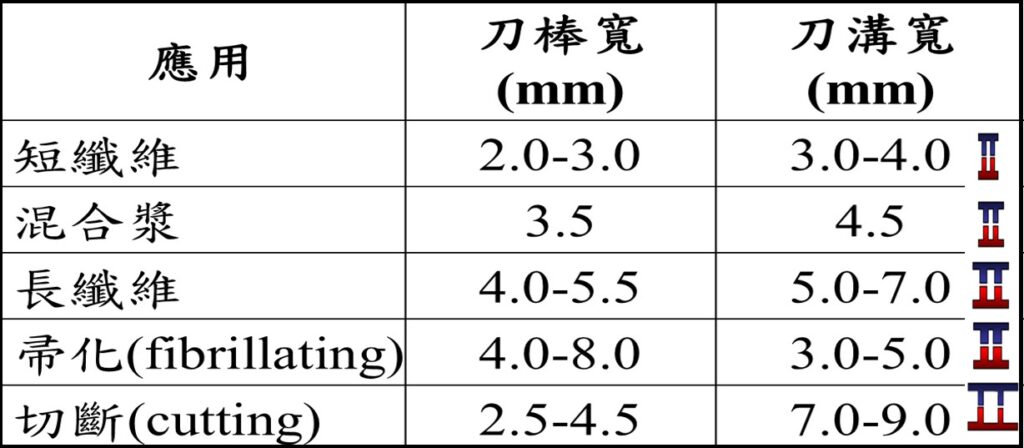
•最適刀盤的選用基於纖維的種類,因此長且強的纖維較短纖維需要較寬的刀棒及刀溝
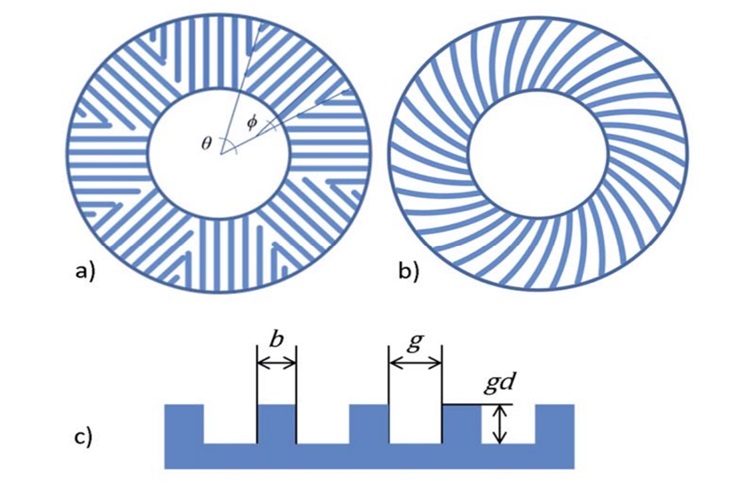
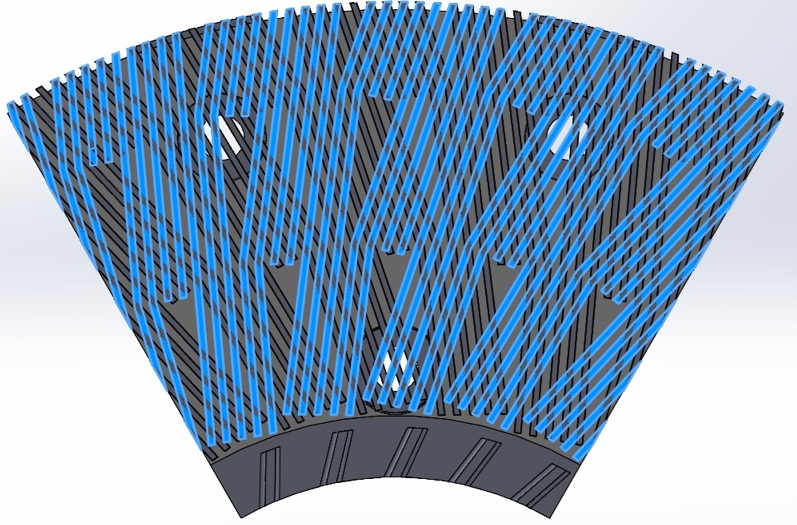
操作磨漿機的一個重要方面是正確選擇磨盤設計。使用的磨漿刀盤中根據製漿工藝有各種不同的設計。雖然機械紙漿精鍊和化學紙漿精鍊之間,磨漿機本身的結構沒有變化,磨漿刀盤的設計差異很大。圖 a 和 b 顯示了直線和螺旋棒式磨漿刀盤,這兩種設計都是紙漿精鍊中使用的常見設計。磨漿刀盤的設計是以刀棒寬度 (𝑏)、凹槽寬度 (𝑔)、凹槽深度 (𝑔𝑑)、扇形角度 (𝜃) 和條形角度 (𝜙) 為特徵,圖 a、b和 c)。
圖 a 所示的直桿設計具有由一系列平行桿組成的多個扇區,以相對於徑向方向測量的恆定角度進行加工。螺旋桿設計如圖b具有同心螺旋形狀的條狀;這種設計的優點是恆定相對板之間的桿交叉角度。磨漿刀盤設計的典型特徵是相對的相交邊緣的長度
•刀棒與刀棒交叉的角度從10゚到40゚,跟纖維的種類有關,長纖維需要較小的角度
•角度太小的話,會提高噪音程度
•角度太大的話,會增加能量耗用及降度水力容量
這裡有4種原因可以當作參考
1、刀棒幅小,刀溝幅大,適合長纖維容易在刀溝幅中流動並登上刀棒,而形成纖維容易被切斷
2、刀棒幅大,刀溝幅大,適合長纖維及中長纖維形勢的磨漿,基本條件再游離度要求適中
3、刀棒幅小,刀溝幅小,適合短纖維磨漿,纖維長度要可以通過刀溝幅才有效果
4、刀棒幅大,刀溝幅小,此方式適用黏狀打漿,但刀溝幅也不能與刀棒幅有太大落差,否則會有堵漿的風險
增加刀棒數目在於使用端適合多大的刀棒刀溝,用圓周長重新排列增加刀棒數
例: 假設圓周長為 227.5mm,而刀棒幅為 2mm,刀溝幅也為 2mm,我們將周長處以刀棒及刀溝,就可以算出刀棒數目
227.5mm ÷ ( 4 mm) = 56.87 ≒ 57,而得知該線段可以設置 57支的刀棒,設計者應該在刀棒及刀溝計算值去計算整數,設計後端才不會出現有某支刀溝幅有小數點距離。結論在於刀棒的多與少取決於刀棒幅及刀溝幅的設定。
增加刀棒的長度有以下的 2 種方法,各有其如下述之必須注意事項。
從導漿口開始進入磨漿區域,導漿口區域越短,刀棒的長度必定可以增加,但必須注意的是導漿口範圍適不適合足夠的漿料流入。
斜度大的刀棒長度一定會比斜度小的刀棒較長,雖然增加斜度可以增加刀棒長度,但過大的斜度有造成堵漿的風險,設計者必須將此條件因素考量在內。一般而言,斜度大的刀棒有黏狀打漿的作用,其也可增加磨漿過程中的交叉點,而斜度小的刀棒有切斷打漿的作用。
直線型磨漿刀大多方為2大類,徑向直線型,與等距直線型;前者是由中心往外放射作為一個放射型徑向直線,而後者則根據弧長與角度設計。在設計過程中一定要充分與使用者了解工藝參數,指數目標是否有無不足的情況,未來我們在另一個章節會討論螺旋型的概要及設計要點。