Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
為何要打漿/鍊漿
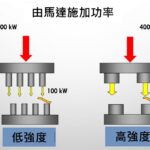
利用機械方式來改變漿料特性,紙漿鍊漿過程可以透過兩個因素來衡量,即衝擊次數和衝擊力道程度(Lewis 和 Danforth 1962,Kerekes 2010),這可以用特定的鍊漿能量和鍊漿張力來表示(Kerekes 2010)。特定鍊漿能量代表有多少能量被轉移到紙漿,而鍊漿強度則顯示該能量如何轉移到紙漿或纖維。因此,鍊漿強度能夠更好地表徵磨漿刀片對纖維的衝擊性能,對於控制和理解鍊漿現象至關重要。
鍊漿過程中的力,並導出了實用方程式,以根據纖維對力的反應來量化鍊漿作用。結果闡明了迄今為止在表徵修整作用時尚未考慮的幾個因素;例如,磨漿刀片刀棒覆蓋率的作用以及間隙尺寸和特定邊緣載荷的重要性。也闡明了為什麼鍊將會產生某些結果;例如,為什麼鍊漿粗纖維會比精煉細纖維導致更多的表面原纖化、細化和能耗,最後。分析對精煉過程中能源消耗的情況提供了一些線索。
目前可用於量化鍊漿作用的方法是基於能量的:整個鍊漿作用的具體能量和刀棒交叉處能量消耗的鍊漿強度。然而,實踐經驗表明,這兩個參數是不夠的。已知重要的變量,例如刀棒材料和邊緣銳度,沒有考慮在內。但主要還是基於刀棒穿越時所消耗的能量。而能量並不是大多數纖維變化的主要因素;作用在纖維上的力是它們施加張力,破壞原纖維之間的分子鍵,從而產生內部和外部原纖維變化,能量消耗只是力施加方式的結果。
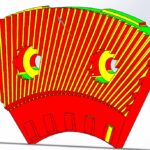
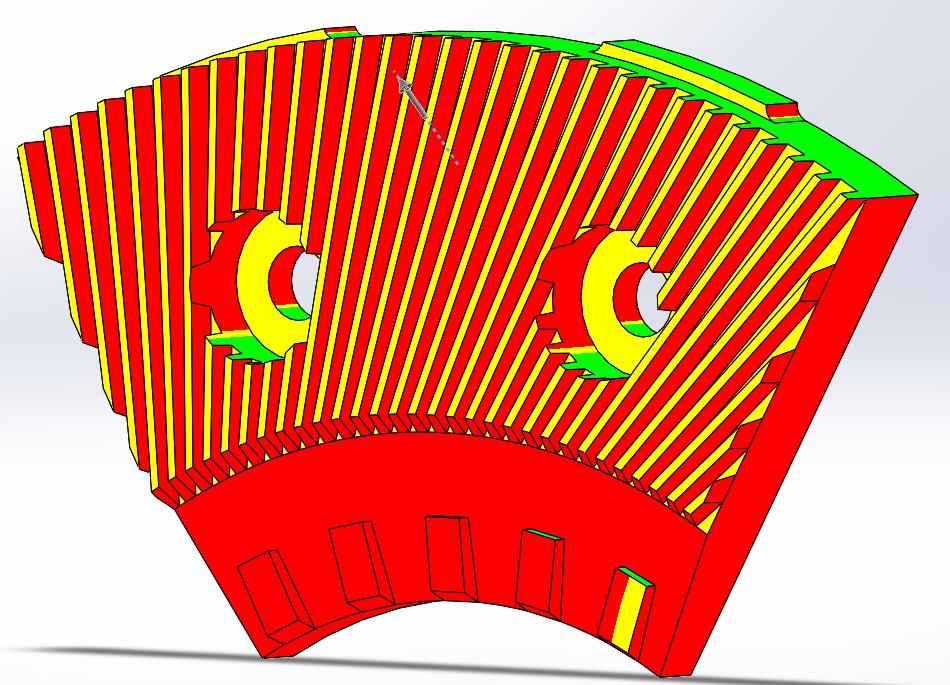
磨漿的主要目的,使纖維的內部帚化及外部帚化,前者可增加細胞壁的水合能,增加纖維的柔軟性、提昇纖維的可繞性等,以調整纖維的帚化程度(Degree of Fibrillation)及纖維可壓潰的性質,已達到改善纖維間的鍵結形成能力,因而可以形成具有良好印刷品質強且高平滑度的紙張。有時也用來截短過長的纖維,以得到良好的交織、或者發展其他的紙漿品質,例如吸收性、 透氣度、或光學上的性質。
§精鍊原理,最常用的精鍊或打漿方法是在有水的情況下進行,在刀棒上的纖維、刀棒表面或刀溝凹槽裡的纖維,以便處理纖維和刀棒與刀溝凹槽之間允許纖維通過精煉機傳輸。<下圖演示所有精鍊階段>首先,纖維絮狀物被收集在刀棒前緣,在此纖維拾取階段,濃度通常為 3%−5%(有時,在特殊情況下)應用,2%−6%) 並且纖維絮凝物主要包含水。當轉子刀棒的前緣接近定子刀棒的前緣時,纖維絮狀物被壓縮並受到強烈撞擊。大部分水被壓縮脫離絮狀物。同時,絮凝能力低的短纖維很可能被剝落與水一起從絮狀物中逸出)並流入刀棒與刀溝之間的凹槽中。只有那些留在絮狀物中的纖維,平均動刀與靜刀之間的間隙為 100 μm ( 0.1mm ) 在兩個刀棒作用邊緣之間被壓縮並進行精鍊。此時相同條件下,選擇斜線型刀盤、放射型刀盤、或螺旋型刀盤;而相對應不同的刀棒寬、刀溝寬、刀棒深度、刀棒長度、及刀棒角度的選用,都會反應不同的能耗。